
What’s better than an inexpensive 3D printer? Free sources of information! The items below are a resource list for 3D printing with the Monoprice Select Mini, all thanks to a lively community of users around the interwebz.
General Info
- Product Page:
- Official User Manual:
- Reddit:
- Facebook Group:
- Unofficial Wiki:
- Community Knowledge Base:
Materials and Accessories
Initial Set Up
- CAD Modeling Software (free for hobbyists and enthusiasts):
- Slicing Software:
- Onboard WiFi for wireless printing:
- Using Raspberry Pi and Octoprint for wireless printing:
Machine Settings
General
The machine settings below are based off the ones in the official user manual. However, the start and end gcode was taken from the community-driven Google Doc (see above) and slightly modified to include an initial nozzle wipe/primer and to remove the delay in turning the fans off.
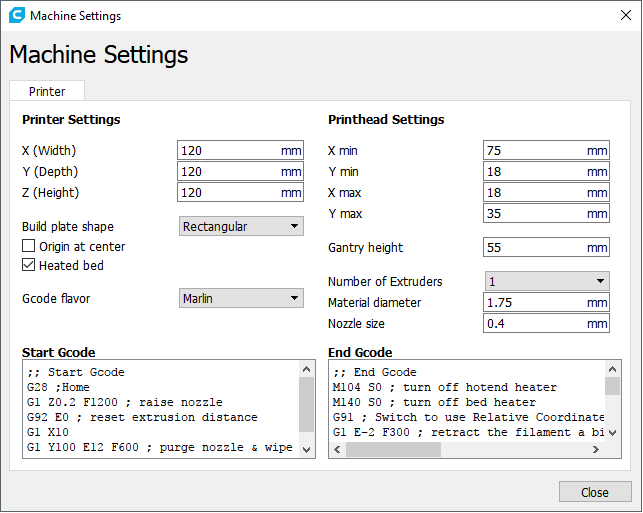
Machine settings for MP Select Mini.
For the lazy, you can simply copy and paste the code boxes below (ignore the End Gcode in the image above).
;; Start Gcode
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
G1 Z15.0 F9000 ;move the platform down 15mm
G92 E0 ;zero the extruded length
G1 F200 E3 ;extrude 3mm of feed stock
G92 E0 ;zero the extruded length again
G1 F9000
;Put printing message on LCD screen
M117 Printing...
;; End Gcode
M104 S0 ; turn off hotend heater
M140 S0 ; turn off bed heater
G91 ; Switch to use Relative Coordinates
G1 E-2 F300 ; retract the filament a bit before lifting the nozzle to release some of the pressure
G1 Z1 ; raise Z 1mm from current position
G1 E-2 F300 ; retract filament even more
G90 ; Switch back to using Absolute Coordinates
G1 X20 ; move X axis close to tower but hopefully far enough to keep the fan from rattling
G1 Y115 ; move bed forward for easier part removal
M84 ; disable motors
G4 S600 ; keep fan running for 600 seconds to cool hotend and allow the fan to be turned off
M107 ; turn off fan
OctoPrint
To connect OctoPrint through Cura, go to “Settings > Printer > Manage Printers”, select your printer from the list, then click the “Connect OctoPrint” button on the right side of the menu.
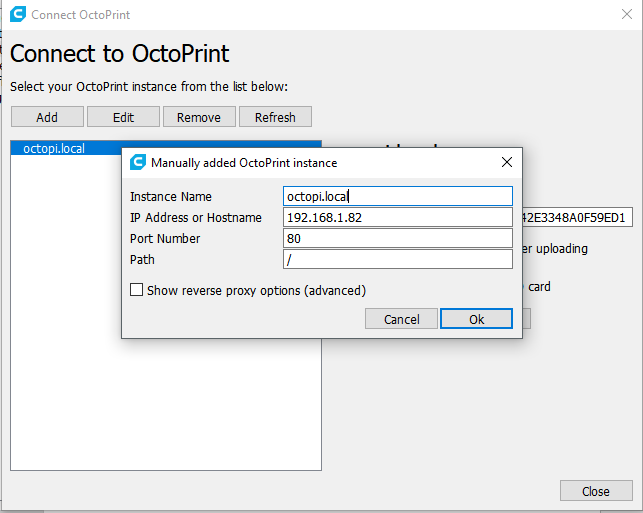
Setting up OctoPrint through Cura.
This way, you can send gcode files directly from Cura to Octoprint with a click of a button!
Print Settings
When fiddling with layer heights, it’s recommended to use the optimal values below:
- 0.04375 (results may vary)*
- 0.0875
- 0.13125
- 0.175
- 0.21875
- 0.2625
- 0.30625
Numbers courtesy of Michael O’Brien on Hackaday. Explanation:
So that motor [Z-Axis] is a 7.5°, 48 step motor as I just listed. Since the motor is attached to a M4 rod, which has a 0.7 mm thread pitch, then in one revolution makes the Z-Axis travel up or down 0.7 mm. Since it took 48 steps to turn that rev, each step is 0.0014583… mm. To avoid rounding errors, you can use multiple of 3 of this number, which is a nice and pretty 0.04375 mm. That is a nice and handy number that effectively represents the layer heights that mathematically work the best for layer heights for this printer.
The settings below should serve as a decent starting point in dialing in your own print settings for PLA.
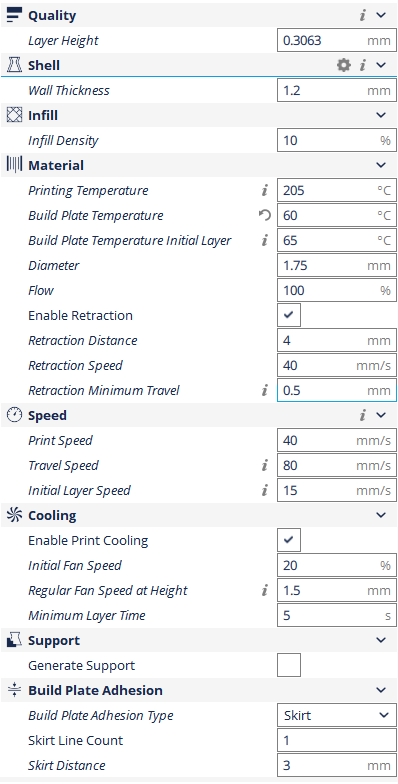
PLA material settings.
Design Guidelines
Want parts to fit together? 0.25mm is usually works well.
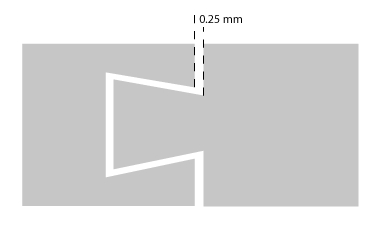
For mating parts, a general guideline of 0.25mm is sufficient.
Troubleshooting
Hole Features on First Layer Not Adhering
Make the following setting modifications, in descending order of preference (I try to avoid using rafts to reduce print time and material waste).
- Slow down print speed to ~10mm/s
- Increase build plate temperature and/or use external adhesion methods (ie. glue/hairspray)
- Increase initial layer height such that more material sticks to the bed
- Disable fans for initial layer
- Use raft
Stringy Parts
- Fiddle with retraction distance and speed (start with 4.5mm and 40mm/s)
Last edited: February 10, 2018